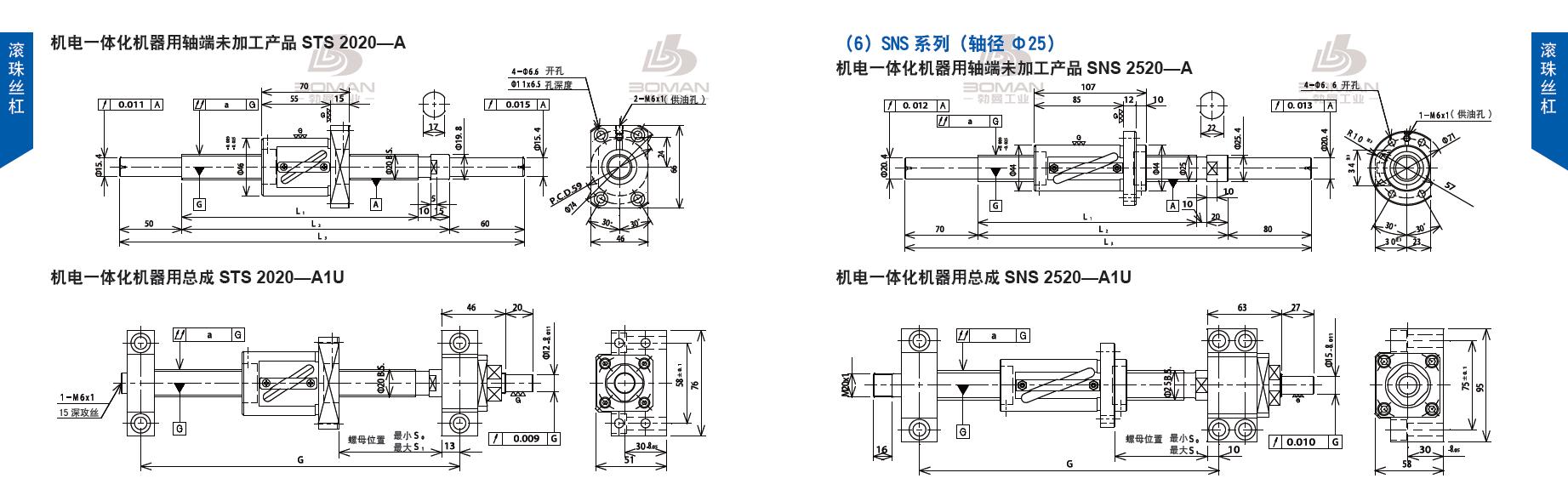
TSUBAKI STS2020-820C5-A1U tsubaki数控滚珠丝杆型号
 扫码获取价格库存技术资料
扫码获取价格库存技术资料
- 品牌:
- 分类:
- 类型:
- 属性: TSUBAKI STS2020-820C5-A1U tsubaki数控滚珠丝杆型号,-TSUBAKI STS2020-820C5-A1U tsubaki数控滚珠丝杆型号-TSUBAKI STS2020-820C5-A1U tsubaki丝杠 tsubaki丝杆是一款高精度、高刚性、耐腐蚀的传动丝杆,适用于各种工业应用场景。其特点包括精度高、寿命长、耐腐蚀、易于安装等,是众多机械设备不可或缺的重要部件。 TSUBAKI STS2020-820C5-A1U tsubaki 丝杆 丝杆Tsubaki:引领美丽的优雅之选 TSUBAKI STS2020-820C5-A1U-TSUBAKI STS2020-820C5-A1U tsubaki数控滚珠丝杆型号--TSUBAKI STS2020-820C5-A1U tsubaki数控滚珠丝杆型号-